Ілюстрований словник термінів та понять «Електродугове зварювання» містить
систематизовані за алфавітним порядком дані з різних джерел технічної
інформації представлені у вигляді кольорових ілюстрацій з визначенням та
коротким поясненням, що поглиблює інтерес учнів до предмета, певною мірою знімає
перенавантаження домашніми завданнями, розширює кругозір, допомагає учням краще
розуміти, сприймати та засвоювати навчальний матеріал.
Головне
завдання словника - пробудити інтерес учнів, створити і закріпити творче
ставлення до професійної діяльності.
Користь роботи
з словником для педагога - це перехід від передачі знань до створення умов для
активного пізнання і отримання учнями практичного досвіду, а для учнів -
перехід від пасивного засвоєння інформації до активного її пошуку, критичного
осмислення, використання на практиці.
Матеріал
ілюстрованого словника буде корисним для вивчення предмета «Спецтехнологія» за
професією «Електрозварник ручного зварювання».
Зміст
І. Вступ
……………………………………………………………………………2
ІІ. Терміни і
поняття…………………………………………………………….5
1. Агрегат……………………………………………………………………...5
2. Анодна
пляма…………………………………………………………...…..5
3. Багатошаровий
шов………………………………………………………...5
4. Валик………………………………………………………………..………6
5. Ванна …………………………………………………………………..…...6
6. Випрямляч……………………………………………………………..........6
7. Вольт-амперна
характеристика джерела живлення……………………...6
8. Геометричні
параметри зварного шва…………………………………….7
9. Гідравлічні
випробовування………………………………………………7
10.
Глибина проплавлення…………………………………………………….7
11.
Джерело живлення…………………………………………………………7
12.
Електрод…………………………………………………………………….8
13.
Електрична дуга………………………………………………………….
..8
14.
Електродотримач…………………………………………………………..
8
15.
Емісія………………………………………………………………………..8
16.
Зазор…………………………………………………………………………9
17.
Запалювання дуги…………………………………………………………..9
18.
Зварювальна дуга…………………………………………………………..9
19.
Зварювання…………………………………………………………………9
20.
Зварюваність………………………………………………………………10
21.
З’єднання…………………………………………………………………..10
22.
Інвертор……………………………………………………………………10
23.
Іонізація………………………………………………………………….. .10
24.
Катет шва………………………………………………………………… 11
25.
Катодна пляма…………………………………………………………… 11
26.
Коливальні рухи………………………………………………………….
11
27.
Корінь шва………………………………………………………………...11
28.
Кратер…………………………………………………………………….. 12
29.
Кратери (дефекти)………………………………………………………..
12
30.
Кристалізація металу шва………………………………………………. 12
31.
Кромки…………………………………………………………………… 12
32.
Легування металу шва…………………………………………………...
13
33.
Магнітне дуття…………………………………………………………….13
34.
Маніпулювання електродом…………………………………………….
13
35.
Метал шва…………………………………………………………………14
36.
Монтажний шов…………………………………………………………..14
37.
Напливи……………………………………………………………………14
38.
Непровари…………………………………………………………………14
39.
Нерівномірна ширина шва……………………………………………….14
3
40.
Несплавлення……………………………………………………………...15
41.
Основний метал…………………………………………………………...15
42.
Осцилятор…………………………………………………………………15
43.
Перегрів металу…………………………………………………………...15
44.
Перетворювач……………………………………………………………..16
45.
Підварний шов…………………………………………………………….16
46.
Підрізи……………………………………………………………………..16
47.
Підсилення шва…………………………………………………………...16
48.
Полярність…………………………………………………………………17
49.
Присаджувальний метал………………………………………………….17
50.
Пристрої для складання…………………………………………………..17
51.
Притуплення кромки……………………………………………………..17
52.
Пори………………………………………………………………………..18
53.
Пропали……………………………………………………………………18
54.
Радіаційний метод контролю…………………………………………….18
55.
Рекомбінація………………………………………………………………18
56.
Реостат……………………………………………………………………..18
57.
Розчищення кромок……………………………………………………….19
58.
Свищі………………………………………………………………………19
59.
Статична ВАХ дуги……………………………………………………….19
60.
Стаціонарний пост………………………………………………………..19
61.
Стиснена дуга……………………………………………………………..20
62.
Стовп дуги…………………………………………………………………20
63.
Теплова потужність дуги…………………………………………………20
64.
Трансформатор……………………………………………………………20
65.
Трифазна дуга……………………………………………………………..21
66.
Тріщини……………………………………………………………………21
67.
Флюс……………………………………………………………………….21
68.
Шар………………………………………………………………………...21
69.
Шлакові включення………………………………………………………21
70.
Шов………………………………………………………………………...22
ІІІ.
Використана література…………………………………………………..23
Вступ
Процес
реформування освіти в Україні передбачає застосування нових форм роботи у межах
традиційної системи навчання. Торкнулися ці реформи і професійної освіти,
оскільки найважливішим завданням будь-якого сучасного професійно-технічного
навчального закладу є підготовка конкурентоспроможного, компетентного, гнучкого
фахівця, який здатний досягати визначені цілі в різних надзвичайних ситуаціях.
Метою роботи є
виявлення особливостей сучасних технологій навчання. Об'єктом дослідження є
сучасні технології навчання, предметом – впровадження сучасних технологій у
навчальний процес. Розвиток науки й техніки дає змогу викладачам та учням
використовувати нові форми комунікації, нові способи розв’язання абстрактних і
конкретних завдань, перетворюючи вчителя з авторитарного транслятора готових
ідей у натхненника інтелектуального й творчого потенціалу учня.
Одним з
напрямків активізації діяльності учнів на уроках теоретичного навчання є
використання навчально-ілюстративних форм, що поглиблює інтерес учнів до предмета, певною мірою знімає
перенавантаження домашніми завданнями, розширює кругозір, допомагає учням краще
розуміти, сприймати та засвоювати навчальний матеріал.
Ілюстрований
словник термінів та понять «Електродугове зварювання» містить систематизовані
за алфавітним порядком дані з різних джерел технічної інформації, представлені
у вигляді кольорових ілюстрацій з визначенням та коротким поясненням.
Даний словник
термінів і понять «Електродугове зварювання» покликаний забезпечити оволодіння
знаннями із професійно-теоретичної підготовки на високому рівні, адже не
секрет, що включаючи декілька видів пам’яті, як то зорову, підлітки краще
сприймають інформацію, мають достатню уяву про описане явище, обладнання,
матеріали.
Ілюстрований
словник термінів та понять «Електродугове зварювання» стане у пригоді
викладачам та учням, які оволодівають професією «Електрозварник ручного
зварювання».
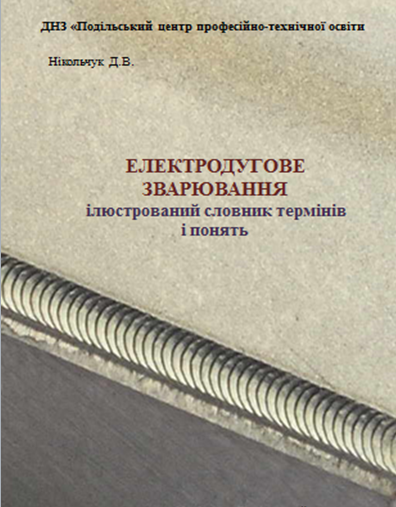
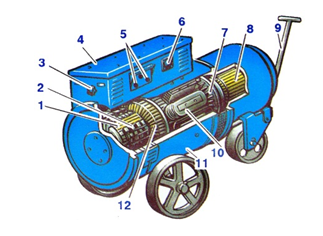
Агрегат
Зварювальний агрегат перетворює
механічну енергію двигуна внутрішнього згоряння (бензинового або дизельного) в
електричну напругою й діапазоном струмів, необхідними для зварювання.
Конструктивно складається з двигуна внутрішнього згоряння й зварювального
генератора із самозбудженням.
Анодна пляма
Анодна пляма є
місцем входу електронів і має температуру 2400-2600°С, але в результаті
бомбардування електронами на ній виділяється більше тепла (42%), ніж на
катодній плямі. Спад напруги на анодній плямі пов'язаний з витратами енергії на
бомбардування анода електронами й дорівнює 2-11 В.
Багатошаровий шов
Багатошаровий шов — це
шов, утворений декількома шарами.
Валик
Валиком називають метал,
наплавлений або переплавлений за один прохід.
Ванна
Зварювальна ванна — ділянка
зварного шва, яка при зварюванні знаходиться в рідкому стані.
Випрямляч
Зварювальні випрямлячі призначені
для перетворення змінного струму в постійний і живлення ним зварювальної дуги.
Конструктивно складається з трансформатора та блока випрямлення.
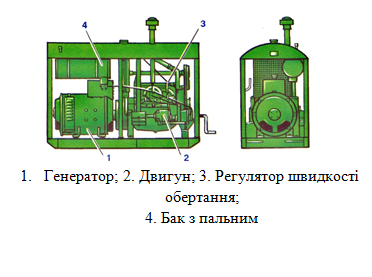
Вольт-амперна характеристика джерела живлення
Визначальною
характеристикою джерела живлення є залежність між напругою на вихідних клемах
джерела і силою зварювального струму. Вона називається зовнішньою або вольт-амперною характеристикою джерела живлення і
визначає електричні властивості джерела під час роботи.
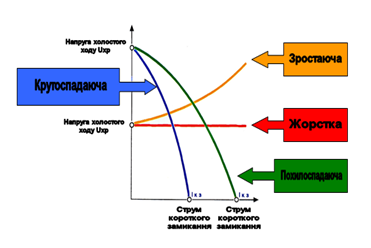
Геометричні параметри зварного шва
До основних геометричних параметрів зварного шва
відносяться: товщина зварюваного металу, ширина шва, підсилення шва, глибина
провару, товщина шва, зазор, катет кутового шва, розрахункова висота кутового
шва і товщина кутового шва.
Гідравлічні випробовування
Гідравлічному
випробуванню піддаються різні посудини, ємності і трубопроводи, що працюють під
тиском.
Глибина проплавлення
Глибина проплавлення
— найбільша глибина розплавленого основного металу в перерізі шва.
Джерела живлення
Для електродугового
зварювання використовують джерела живлення змінного (одно- й трифазні
зварювальні трансформатори) та постійного струму (зварювальні випрямлячі,
генератори, перетворювачі).
Електрод
Покриті електроди призначені
для ручного дугового зварювання і наплавлення сталей, чавунів, кольорових
металів і сплавів. Це металеві стрижні з нанесеним на них покриттям (обмазкою),
які під час зварювання плавляться.
Електрична дуга
Електрична дуга
– це тривалий розряд електричного струму між двома електродами в іонізованій суміші газів
і парів металів а також компонентів, які входять до складу покриттів електродів
і флюсів.
Електродотримач
Електродотримач — це
пристосування для закріплення електродів і підведення до них струму.
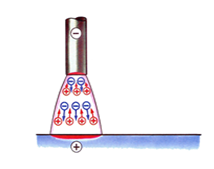
Емісія
Електронна емісія - самовільний
вихід вільних електронів з катода у газове середовище, що призводить до
збудження електричної дуги. Електрони, які вилетіли з кінця електрода,
поповнюються з джерела живлення зварювальним струмом і дуга буде горіти
постійно.
Зазор
Зазор — відстань між
притупленнями кромок.
Запалювання дуги
Запалювання дуги
виконується коротким дотиком електрода до виробу (впритул) або чирканням кінцем
електрода по поверхні металу („сірником”). Спосіб „сірником” пере важливий, але
незручний у вузьких, важкодоступних місцях.
Зварювальна дуга
Зварювальна дуга — це
ділянка електричного кола, на якій проходить спад напруги і яка поділяється на
три області: катодну та анодну плями і стовп дуги.
Зварювання
Зварювання — це
процес одержання нероз'ємного з'єднання шляхом встановлення міжатомних зв'язків
між зварюваними частинами при їх місцевому або загальному нагріванні,
пластичною деформацією або їх спільною дією.
Зварюваність
Зварюваність – здатність металів
створювати якісне зварне з'єднання, що задовольняє експлуатаційним вимогам
З’єднання
Зварним з’єднанням називають
нероз’ємне з’єднання металів, виконане зварюванням.
Інвертор
Зварювальний інвертор – джерело
постійного зварювального струму. Інвертори призначені для імпульсного
перетворення енергії з первинної електричної мережі у постійний зварювальний
струм.
Іонізація
Іонізація – процес
утворення електрично заряджених частинок (електронів та іонів) у просторі між
електродами для отримання і горіння зварювальної дуги.
Катет шва
Катет кутового шва
- це найкоротша відстань від поверхні
однієї з зварювальних частин до межі кутового шва на поверхні другої зварюваної
частини.
Катодна пляма
Катодна пляма є
джерелом електронів. Температура її досягає 2400~2600°С (для сталевих
електродів). У катодній плямі виділяється близько 38% загальної кількості
тепла, а спад напруги пов'язаний з
витратами на емісію та розгін електронів і становить 12-17 В.
Коливальні рухи кінцем електрода
Коливальні рухи кінцем електрода впоперек
шва виконують для утворення валика певної ширини, нормального провару кореня та
кромок і уповільнення охолодження зварної ванни.
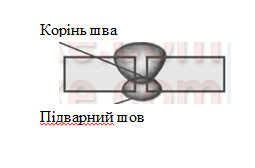
Корінь шва
Корінь шва — частина
зварного шва, де дно зварювальної ванни перетинає поверхню основного металу.
Кратер
Кратером називають
заглиблення, утворене в зварній ванні тиском дуги (полум'я).
Кратери
Кратери — дефекти
зварних швів у вигляді заглиблень, які залишаються в місцях обриву дуги.
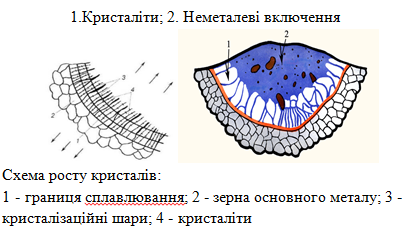
Кристалізація металу шва
Кристалізацією називається
процес утворення твердих частинок (зерен) із розплавленого металу під час його
переходу з рідкого стану у твердий.
Кромки
Кромки — це торцеві
поверхні деталей, що підлягають зварюванню.
Легування металу шва.
Легуванням називається
процес введення в метал шва різних елементів (хром, нікель, титан, марганець,
вольфрам, молібден, ванадій та ін.), надаючи йому необхідних властивостей
(міцності, в'язкості, корозієстійкості та ін.). Ці елементи вводяться до складу
електродного дроту, присаджувального металу, електродного покриття або флюсу.
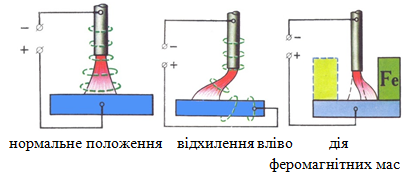
Магнітне дуття
Магнітне дуття - це відхилення дуги в результаті дії
магнітних полів або феромагнітних мас при зварюванні.
Маніпулювання електродом
Маніпулювання електродом
– виконання складних рухів кінцем електрода, для забезпечення проплавлення
зварювальних кромок та одержання необхідної якості наплавленого металу при
нормальному формуванні шва.
Метал шва
Металом шва називають сплав, утворений переплавленими
основним і наплавленим металами.
Монтажний шов
Монтажний шов
- це зварний шов, що виконується при монтажі конструкції.
Напливи
Напливи — дефекти
зварного з'єднання, які утворюються при натіканні металу шва на основний метал,
але з ним не сплавляється.
Непровари
Непровари
— це
ділянки зварного з'єднання, де відсутнє сплавлення між зварними деталями,
наприклад, у корені шва, між основним і наплавленим металом (по кромці), або
між суміжними шарами наплавленого металу.
Нерівномірна ширина шва
Нерівномірна ширина шва виникає
по причині нестійкого режиму зварювання та неточного напрямку руху електрода.
Несплавлення
Несплавлення виникає по
причині поганого
зачищення кромок, великої довжини дуги, недостатнього зварювального струму та великої швидкості
зварювання.
Основний метал
Основним називають
метал, який підлягає з'єднанню зварюванням.
Осцилятор
Осцилятори – це
пристрої які, працюючи спільно з джерелами живлення дуги, забезпечують її
збудження накладенням на зварювальні дроти струму високої напруги (3000—6000 В)
і високої частоти (150—250 кГц). Такий струм не становить великої небезпеки для
зварника при дотриманні ним правил електробезпеки, проте дає можливість
збуджувати дугу, не торкаючись електродом виробу.
Перегрів металу
Перегрів металу виникає
внаслідок надмірного нагрівання біляшовної зони, неправильного вибору теплової
потужності та завищені значення потужності полум'я або зварювального струму.
Перетворювач
Зварювальний перетворювач призначений
для перетворення механічної енергії електродвигуна в електричну напругою й
діапазоном струмів, необхідними для зварювання. Конструктивно складається з
трифазного електродвигуна і зварювального генератора з незалежним збудженням.
Підварний шов
Підварний шов
— менша частина двобічного шва, яка виконується попередньо для запобігання
пропалів при наступному зварюванні або накладається в останню чергу в корінь
шва для забезпечення його високої якості.
Підрізи
Підрізи
— дефекти
зварного з'єднання, місцеве зменшення товщини основного металу у вигляді
канавок, які розташовуються вздовж межі зварного шва.
Підсилення шва
Підсилення шва
— частина металу шва, що виступає над поверхнею зварюваних деталей.
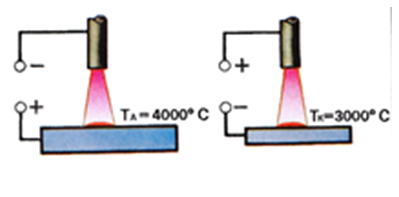
Полярність
При зварюванні
дугою постійного струму існує пряма та зворотна полярності. Для прямої
полярності електрод (катод) слід під'єднати до негативної клеми джерела
живлення, а виріб (анод) — до позитивної.
Присаджувальний метал
Присаджувальним називають
метал, призначений для введення в зварну ванну до розплавленого основного
металу.
Пристрої для складання
Пристрої для складання під зварювання застосовують
для зменшення часу, а також для підвищення точності складання.
Притуплення кромки
Притуплення кромки
— нескошена частина її торця.
Пори
Пори — це
порожнини в металі шва, заповнені газами. Вони мають сферичну або близьку до
неї форму. В зварних швах вуглецевих сталей пори часто мають трубчасту форму.
Пропали
Пропали
— дефекти
зварювання, які проявляються витіканням металу зварної ванни через отвір у шві
з утворенням у ньому порожнини.
Радіаційний метод контролю
До радіаційних видів контролю належать
просвічування зварних з’єднань рентгенівським випромінюванням і
гамма-випромінюванням.
Рекомбінація
Рекомбінація
- об'єднання негативних електронів і позитивних іонів
у нейтральні атоми.
Реостат
Баластний реостат формує
спадаючу вольтамперну характеристику джерела живлення. Ступінчасто регулює
режим зварювання. Компенсує постійну складову струму у разі зварювання від
трансформатора.
Розчищення кромок
Розчищення кромок — надання
необхідної форми кромкам, які підлягають зварюванню.
Свищ
Свищі – це дефекти у вигляді
порожнин, які з’являються внаслідок
канальних пор.
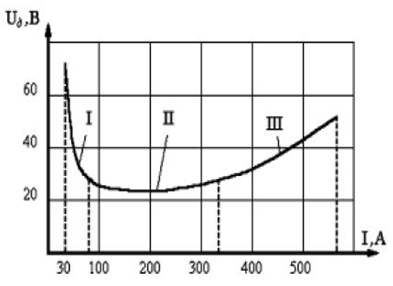
Статична вольт-амперна характеристика дуги
Основною
характеристикою зварювальної дуги є
статична вольт-амперна характеристика (ВАХ). Це залежність напруги на дузі
при постійній її довжині від сили зварювального струму. Крива статичної
вольт-амперної характеристики має три області: спадаючу (І), жорстку (II) і
зростаючу (III).
Стаціонарний пост
Стаціонарні пости
- це відкриті кабіни які закриваються брезентовою тканиною і служать для зварювання виробів невеликих розмірів.
Стиснена дуга
Стиснена дуга горить
між електродами і стиснена газом (плазмова дуга).
Стовп дуги
Стовп дуги є
провідником електричного струму, де утворюються вторинні електрони та іони. У
стовпі дуги виділяється близько
20% її загального тепла, а спад напруги зростає при
збільшенні довжини дуги і становить 2-12 В. Температура стовпа дуги залежить
від сили зварювального струму і досягає 6000-8000°С.
Теплова потужність дуги
Повна теплова потужність дуги залежить від
величини зварювального струму та напруги дуги і визначається за формулою:
Трансформатор
Зварювальні
трансформатори призначені для зниження напруги з 220 або 380В до безпечної
напруги, але достатньої для легкого запалювання та стійкого горіння електричної
дуги (не більше 80 В) регулювання сили зварювального струму залежно від
діаметра електродного дроту та товщини зварюваного металу.
Трифазна дуга
Трифазна дуга горить
між двома плавкими електродами і основним металом. Використовується у разі зварювання
спіралешовних труб на верстатах автоматичного зварювання під флюсом.
Тріщини
Тріщини — дефекти зварних швів, макроскопічні й
мікроскопічні руйнування, порожнини, які утворилися з дуже малим початковим
розкриттям.
Флюс
Зварювальні флюси призначені
для захисту зварювальної ванни від навколишнього середовища.
Шар
Шар — частина металу
зварного шва, утворена одним або двома валиками, які розташовані на одному
рівні поперечного перерізу шва.
Шлакові включення
Шлакові включення
— це
порожнини в металі зварного шва, заповнені шлаками, які не встигли виплисти на
поверхню шва.
Шов
Зварний шов
— це ділянка зварного з'єднання, утворена в результаті кристалізації металу
зварювальної ванни.